发布时间:2023-06-19源自:未知 作者:admin阅读( )
大家好,我是一名模具设计工程师,目前在深圳一家上市公司做模具设计!
在这里工作有5年多了,曾经也去过很多公司,个人感觉这个公司的模具设计标准总结得很全面,今天抛砖引玉分享给大家,有同行兄弟的可以评论区一起交流!
需要完整PPT文件的可以点赞文章后评论回复:“想要资料”即可!我会每个人私信发你的,评论必发!注意查看私信消息!
第一部分
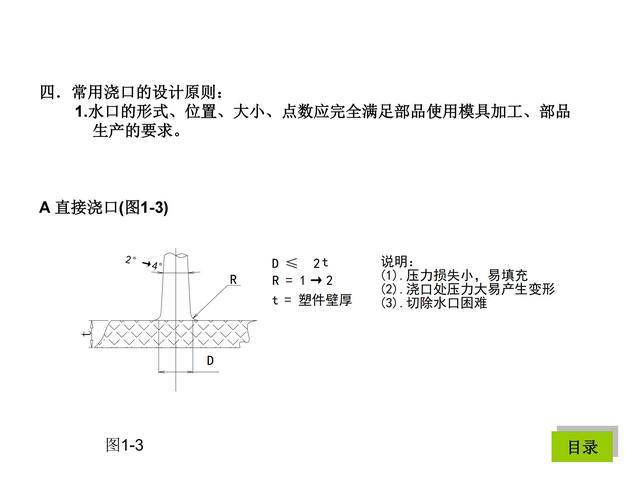
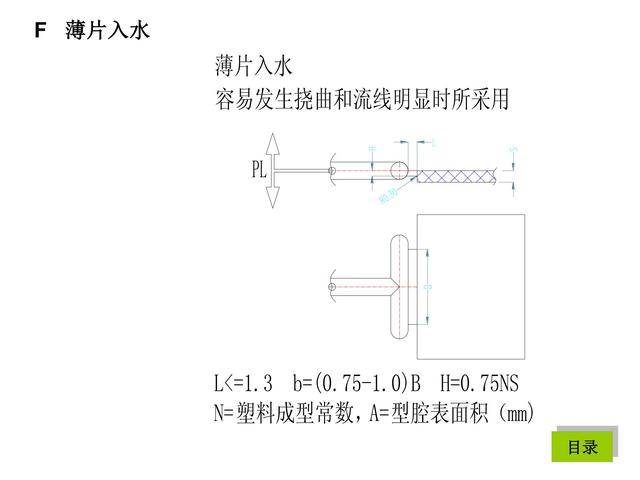
第一章、流道及浇口的设计
一、流道系统的设计原则:
1.对于产品多穴要采用平衡式分流道(特殊除外),即保证每个型腔浇口位置和进胶
口大小相同并且分流道长短一致。以确保各腔成型条件统一
2.对于多品多穴采用非平衡式分流道和进胶口,应依照流动的距离调整水口或流道的
大小,以确保尽可能各腔填充同步。
3.为减少热量及压力损失,流道应尽量短、直,且转角处须加R角保证流动顺畅。流
道表面须用600#以上沙纸省光,如果部分是镜面,流道须用1000#沙纸省光。
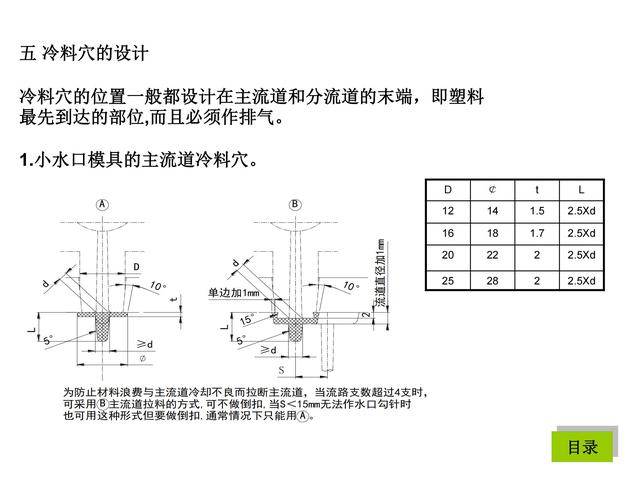
4.浇注系统应能捕集温度较低的冷料,防止进入型腔,影响部品的质量和外观。
5.浇注系统须加排气确保塑胶熔体充满型腔各个角落,使型腔气体能顺利排出。
6.浇注系统应能防止塑件出现缩水、变形,尺寸偏差等各种缺陷浇口切断要方便,并
且不影响产品外观。(客户要求)
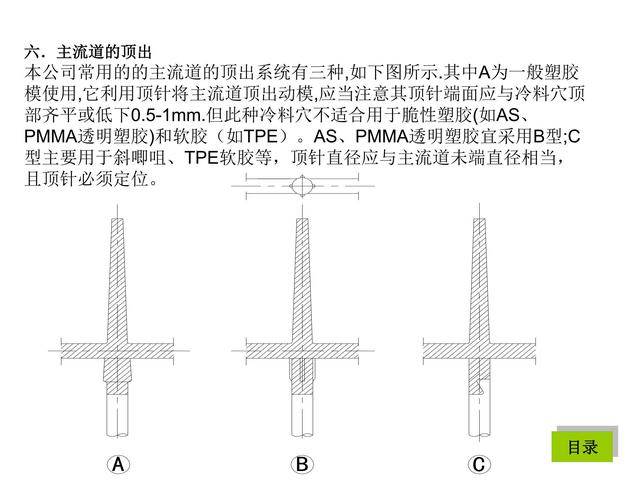
六.主流道的顶出
本公司常用的的主流道的顶出系统有三种 如下图所示.其中A为一般塑胶
模使用 它利用顶针将主流道顶出动模 应当注意其顶针端面应与冷料穴顶
部齐平或低下0.5-1mm.但此种冷料穴不适合用于脆性塑胶(如AS、
PMMA透明塑胶)和软胶(如TPE)。AS、PMMA透明塑胶宜采用B型;C
型主要用于斜唧咀、TPE软胶等,顶针直径应与主流道未端直径相当,
且顶针必须定位。
其实对于流道设计来说,很多公司都有自己的标准!
其主要设计参数还是要根据实际情况来看的,比如材料,模具温度,客户产品要求等都会影响到我们的流道设计!
更有甚者,我之前还碰到过改流道截面的,因为第一次做T型流道试模的时候老是出问题,后来我们供应商要求做圆形流道,才解决了这个大难题!
所以大家对于流道参数和种类,了解就行,具体还是得根据实际情况去分析和决定的!
因为一共有一百多页,文章篇幅有限,没办法全部上传,大家有需要的可以看文章顶部的介绍吧,希望对大家有所帮助!
sad的反义词(happy)
sad(反义词)-happy small(比较级)-smaller hot(比较级)-hotter easy(比较级) -easier heavier(原级...
蓝星花的花语(珍惜眼前,把握当下)
在蓝星花生长期间还需严格的控制水肥的施加,浇水时需根据土壤的干湿程度来补充水分,保...
婴儿奶瓶十大品牌排行 婴儿奶瓶十大品牌排行榜图片
2.清洁奶嘴的时候不用另外使用清洁剂,清洁的时候应该把奶嘴翻过来,再用奶嘴刷清洗。如果...
刺激战场新手最多的地图(刺激战场哪个地图最好玩)
山顶屋顶,一直都是一个不错的隐藏地点,位置足够高,能够一览无遗,洞察周围敌人位置,...
中长跑的好处(中长跑的好处作文)
1、坚持中长跑锻炼能提高心血管系统功能。促进血液循环使心脏、血管系统发达。另外中长跑...Copyright ©2008-2022 石柱百科网 版权所有
声明:本站部分内容来源于网络,如涉及侵权,请与我们联系,本站为非赢利性网站 不接受任何赞助和广告渝ICP备2023005114号-2